一、引言
在工业自动化生产的连续运转中,工业皮带扮演着动力传输与物料输送的双重角色。然而,一条皮带的强度上限往往不由其本体决定,而是取决于它的接头。行业中有句经验之谈:“皮带有多强,接头说了算。”接头处通常是织物芯皮带薄弱的环节,接头质量直接决定皮带的承载能力、运行平稳性和使用寿命。
传统接头方式面临着一个难以调和的矛盾:机械接头安装快捷但强度低(仅为本体强度的30%-60%),冷粘接头工艺相对简便但受环境影响大,热硫化接头强度高却设备笨重、工序冗长。快速熔接法应运而生,在保证接头强度的前提下,大幅缩短了作业时间,实现了工业皮带接头的“快”与“强”之间的佳平衡。
二、熔接法的基础原理
(一)热熔接的科学基础
快速熔接法的核心原理是利用热塑性高分子材料在加热至熔融温度后分子链可以重新缠绕缠结的特性,通过加热使皮带端部的热塑性材料熔化,再施加压力将两个端部沿熔接线压合在一起,待冷却后形成一个连续的分子结构,从而实现接头处与带体材料的一体化融合。这一过程中不使用任何胶粘剂,接头处完全由皮带本体材料构成,不存在粘合剂老化导致的强度衰减问题。
(二)熔接法的关键参数控制
熔接质量的好坏取决于三个关键参数的精准控制:温度、压力和时间。温度必须精确控制在热塑性材料的熔融温度区间内——温度过低则材料无法充分熔化,接头无法形成有效融合;温度过高则会导致材料降解,破坏分子链结构,反而削弱接头强度。压力确保两个熔融表面充分接触并排除气泡,形成致密的融合层。保温时间则保证熔融层充分融合,但过长的加热时间同样会导致材料老化。这三个参数需要根据皮带材质、厚度和宽度进行精确匹配,这也是快速熔接法对设备精度和操作技能要求较高的原因所在。
三、主流快速熔接技术详解
(一)Flexproof 熔接法(齿接/指接法)
Flexproof是行业内应用广泛的快速熔接技术之一,其核心在于将皮带端部加工成手指状相互啮合的齿形结构,然后通过加热使热塑性材料熔化,沿熔接线将皮带压合在一起。手指状结构的引入显著延长了熔接线的长度,在不使用任何胶粘剂的条件下,有效提升了接头的抗拉强度。Flexproof熔接后接头具有极高的柔韧性,能够适应较小的带轮直径,尤其适合含有热塑性材料层的皮带。但该方法也存在使用温度限制,高连续工作温度在60至80℃之间。在Habasit的产品体系中,Flexproof用代号“F”表示,代表齿接工艺。
(二)Quickmelt 快速对接法
Quickmelt是一种以简洁和快速著称的熔接方法。其操作原理是:将皮带两端按一定角度切割,将对接端放置在导槽中对齐,然后通过加热加压完成熔接,形成一个牢固且无需胶粘剂的接头。Quickmelt的优势在于操作速度快、步骤简单,非常适合现场皮带安装。接头处保持了良好的柔韧性,可与较小直径的带轮配合使用。但该方法同样仅适用于较低的工作温度(60-80℃),接头强度相比Flexproof略低,且仅适用于宽度较小的皮带(通常限宽50mm以下)。在Habasit的编码体系中,Quickmelt用代号“Q”表示,被定义为“快速对接”。
(三)Thermofix 熔接法(楔形搭接法)
Thermofix方法主要用于热固性塑料皮带的接合。其工艺特点是:将皮带端部分别打磨成互补的楔形斜面(一端从表面下斜,另一端从底面上斜),然后使用粘合剂、加热和压力三者共同作用进行粘合。这种方法适用于非热塑性材料,如橡胶或硅胶皮带,在与聚酰胺带结合使用时效果尤为突出。Thermofix接头具有优异的抗冲击性能,可在高达100℃的温度下有效工作。但接头处刚度有所增加,因此不推荐用于小直径带轮的应用。Thermofix用代号“T”表示,代表磨接工艺。
(四)机械钉扣接头
机械钉扣接头使用金属或塑料紧固件通过气动压床或压辊固定在皮带两端,再用金属或塑料销钉将接头锁紧。常见的机械钉扣类型包括钢制钉扣、Mecafast和Mecaflex。钢制钉扣直接压入皮带端部;Mecafast塑料钉扣先附着在一段短织物段上,再通过Thermofix方法与实际皮带粘合;Mecaflex同样使用短织物段,但采用Flexproof方法进行粘合。机械钉扣的优势在于便于快速更换皮带,现场安装无需特殊工具,非常适合需要频繁更换皮带的场合。机械接头用代号“M”表示。
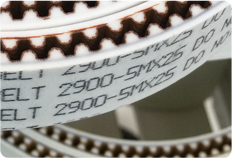
(五)聚氨酯同步带接驳工艺
聚氨酯同步带以其热塑性聚氨酯为带体、钢丝芯或凯夫拉芯为强力层的结构特点,其接驳工艺要求尤为精密。标准的PU同步带热熔接驳工艺流程包括以下七个关键步骤:准备与清理——对接驳部位进行彻底清洁,确保无杂质和油污,同时检查同步带质量,确认无破损或老化;确定接驳位置——根据实际需要标记接驳点;专业切割——使用专用工具确保切面平整;接驳面处理——进行打磨处理以增加粘合面积;热熔接驳——将切好的两端对接,放入模具中设定好温度和加热时间进行热熔压铸;自然冷却——将接驳好的同步带放置在干燥通风处自然冷却;质量检查——检查接驳处是否牢固,有无气泡或缝隙等缺陷。整个工艺中,钢丝芯在接驳口处处于断开状态,这是接驳带与无缝带在拉力性能上的根本差异——无缝带的钢丝连续贯穿,无拉力薄弱点。
(六)PU/PVC输送带热熔接头
对于PU和PVC材质的轻型输送带,热熔接头是常见的接驳方式。在专用热接设备中,将皮带两端加热至熔融状态后迅速贴合,热熔接头的强度可达带材本体强度的90%。具体操作中,需将皮带两端分层打齿后拼接在一起,用热风枪做初步粘合固定,然后将皮带置于热熔设备上加热加压。温度一般控制在140℃左右,升温应缓慢,并保持加热平板各点温度均匀。保温时间根据皮带布层数确定,从达到设定温度时开始计算,达到保温要求后停止加热,自然冷却至常温即可投入使用。
四、不同接头方式的性能对比
在工业皮带接头的实际应用中,机械接头、冷粘接头和热熔接头三大类方法各有其适用场景和性能边界。
机械接头的优势在于操作速度和安装简便。 使用皮带扣或螺栓进行物理连接,无需等待固化时间,特别适合小型、轻型、临时性设备或急需快速修复的场合。然而其短板同样明显:接头强度仅能达到带体本体的40%-50%,接头处存在缝隙,易磨损且可能漏料,使用寿命较短。
冷粘接头实现了工艺简便与中等强度的平衡。 采用专用粘合剂在常温下粘合,无需大型设备,操作比热硫化简便。当接头质量较好时,强度可达到带体本体的60%-70%,优于机械接头。但冷粘接质量受环境温度、湿度和灰尘影响较大,且粘合剂的耐久性不如热熔融合,长期使用后存在老化衰减风险。
热熔接头是三者中强度高、寿命长的方案。 通过加热使皮带材料自身熔融融合,无需借助外部粘合剂,接头强度可达带体本体的80%-90%。接头平整光滑、密封性好,在潮湿、多尘等恶劣环境中优势尤为突出。其代价是工艺复杂、需要专用设备、作业时间较长,现场接驳费用较高。
五、现场快速熔接操作流程
(一)准备工作
现场熔接开始前,必须完成充分的准备工作。首先根据皮带材质和宽度选择正确的熔接设备——Habasit齿接热压接驳机适用于宽幅皮带,小型手持熔接器适用于圆带和窄带。备好所需工具:裁纸刀、钢尺、卷尺、记号笔,对于需要水冷的宽幅皮带熔接,还需配备冷却用抽水电机及进出水管。对接头部位进行彻底清洁,去除油污和杂质,这是保证熔接质量的前提。
(二)切割与端面处理
按照接驳位置使用专业工具对皮带进行切割,确保切面平整。对于Flexproof齿接工艺,需将皮带两端加工成手指状相互啮合的齿形结构,齿形的大小和数量根据皮带宽度和厚度确定,以大化熔接线长度。对于Thermofix楔形搭接工艺,则需将两端分别打磨成互补的斜面——一端从表面下斜,另一端从底面上斜。对于聚氨酯同步带,需将打开齿口的同步带两端驳口相互咬合,安装在模具居中位置,再将接驳口压平压紧。
(三)热熔压合
将处理好的皮带端部对齐并固定在熔接设备上。对于Quickmelt方法,将切割成角度的皮带两端放置在导槽中对齐;对于Flexproof方法,将齿形端部准确啮合。启动加热装置,将温度控制在材料所需的熔融区间(如PU材料约140℃),保温时间需精确控制,待热塑性材料充分熔化后,施加设定压力将两端压合在一起。
(四)冷却与检查
熔接完成后,进入冷却阶段。对于宽幅皮带,可采用水冷循环系统快速降温,将热熔状态的接头部分瞬间冷却凝固;对于小型皮带,可自然冷却至常温。冷却后,取下皮带,仔细检查接驳处是否牢固、有无气泡、缝隙或变形等质量问题。检查合格后即可投入使用。整个熔接过程在熟练操作下可显著缩短停机时间,相比传统热硫化可节省数小时的作业周期。
六、熔接法的优缺点分析
(一)核心优势
快速熔接法的大优势在于接头强度高,热熔接头的强度可达到带体本体的80%-90%,远超机械接头和冷粘接头,在重型设备和关键连续作业中具备不可替代的地位。其次,热熔接头无需胶粘剂,完全依靠皮带本体材料的熔融融合,从根本上消除了粘合剂老化带来的长期可靠性风险。再者,热熔接头平整光滑、密封性好,接头处无缝隙,不易积聚污染物,特别适用于食品加工、医药生产等对洁净度有严格要求的行业。
(二)局限性
快速熔接法也存在明显的局限。其工艺复杂,需要专用熔接设备和熟练的操作技能,初次投入成本较高。对于Flexproof和Quickmelt方法,高连续工作温度限制在60-80℃,不适用于高温工况。Quickmelt仅适用于宽度较小的皮带(通常限宽50mm以下),Flexproof不适用于极高温环境,Thermofix接头处刚度增加,不推荐用于小直径带轮。此外,对于聚氨酯同步带,接驳口处钢丝芯处于断开状态,接头拉力较无缝带薄弱,这是接驳工艺的固有局限。
七、典型应用场景与选型建议
在接头方法的选择上,需综合考虑皮带类型、设备规模、使用环境和维护需求等多重因素。
追求快修复时优先考虑机械接头。 对于小型、轻型、临时性的输送设备,或突发断裂需要紧急恢复生产的场合,机械接头能在短时间内让设备重新运转。
追求经久耐用、运行平稳时优先考虑热熔接头。 大型、重型、关键连续作业的设备(如矿山主运输带、港口码头线)应采用热熔接头,一次性投入可换来长期稳定运行,在潮湿、多尘等恶劣环境中优势尤为突出。
在简易与牢固之间折中时考虑冷粘接头。 适用于中型输送设备,在环境可控的车间内进行施工,可兼顾操作便利性和接头强度。
织物芯轻型输送带可根据上述需求在三类方法中灵活选择;钢丝绳芯强力皮带则必须使用热硫化接头法或高品质的热熔接工艺,这是保证其安全运行的关键。
八、结语
工业皮带快速熔接法的发展,本质上是对工业传动中“接头强度”这一核心痛点持续突破的过程。从早期三人合作、质量不稳定的打火机熔接,到今天Flexproof、Quickmelt、Thermofix等成熟的精密熔接技术体系,快速熔接法已经在接头强度、作业效率和工艺可控性之间找到了佳平衡点。热熔接头80%-90%的本体强度、无需胶粘剂的长期可靠性、平整光滑的接头表面,使其在大型、重型、关键连续作业中确立了不可替代的地位。
然而,熔接法并非——高温工况的适应性限制、窄带宽度限制、接驳设备的高昂投入,都提示着这一技术仍在持续进化的过程中。未来,随着新型热塑性材料的发展和熔接设备智能化程度的提升,快速熔接法有望在更高温度、更宽带宽、更复杂工况下实现更优的性能表现。对于设备维护人员而言,掌握不同接头方法的特性与适用边界,根据皮带类型和工况条件做出优选择,才是将“接头强度”转化为“产线稳定”的关键所在。

Copyright© 2026 上海创有工业配件有限公司. All Rights Reserved.沪ICP备2026011903号